гнуттям трубназивається технологічний процес, В результаті якого під дією зовнішніх навантажень змінюється нахил геометричній осі труби. При цьому в металі стінок труби виникають пружні і пружно-пластичні деформації. На зовнішній частині Погиба виникають напруження розтягу, а на внутрішній-стискають. В результаті цих напруг зовнішня по відношенню до осі вигину стінка труби розтягується, а внутрішня стискається. В процесі гнуття труби відбувається зміна форми поперечного перерізу - початковий кільцевої профіль труби переходить в овальний. Найбільша овальність перетину спостерігається в центральній частині Загинув і зменшується до початку і кінця загинув. Це пояснюється тим, що найбільші розтягують і стискають напруги при гнуття припадають на центральну частину загинув. Овальність перетину в місці вигину не повинна перевищувати: для труб діаметром до 19 мм- 15%, для труб діаметром 20 ммі більш-12,5%. овальність перетину Qв процентах визначають за формулою:
Стали корозійностійкі кислотостойкие і жароміцні. Розділові труби за допомогою круглої пилки, стрічкової пилки, ножівки та ріжучого диска. У разі автоматично зварних труб поділ зазвичай здійснюється за допомогою безперервної пилки. Проблема полягає в поділі великих діаметрів з товщиною тонких стінок і труб з поверхнями землі.
Особливо важливо у внутрішньому шві. Залежно від виробника можливо тільки з певного внутрішнього діаметра. Після шліфування грунтові поверхні труб і круглих сталей упаковуються в шлангову плівку, щоб захистити їх від пошкоджень. Зазвичай вказується розмір зерна, Тільки шорсткість може бути виміряна за допомогою тестера шорсткості, але візуально можна варіюватися від заводу до заводу, іноді навіть усередині партії. Крім того, існують також великі відхилення між поздовжнім шліфуванням в разі металевих пластин і квадратних труб і радіального подрібнення в круглих трубах.
де D макс, D хв, D ном - максимальний, мінімальний і номінальний зовнішні діаметри труб в місці вигину.
Крім освіти овальної при гнуття, особливо тонкостінних труб, на увігнутої частини Погиба іноді виникають складки (гофри). Овальність і ськладкообразованіє негативно позначаються на роботі трубопроводу, так як вони зменшують прохідний перетин, збільшують гідравлічний опір і є зазвичай місцем засмічення і підвищеної корозії трубопроводу.
Недоліки на поверхні землі вважаються помилками, якщо їх можна виявити неозброєним оком з відстані до одного метра або більше. Оцінка якості зварного шва. Коефіцієнт зварювання вказує відношення межі міцності при зварюванні до межі міцності на розтяг основного матеріалу. На додаток до процесу зварювання вирішальним є метод випробувань для перевірки шва.
Зварений шов, положення профільних труб
У разі труб з нержавіючої сталі він зазвичай гладкий, подрібнюється. Зазвичай близько до центру на одній зі сторін. Для прямокутних трубок на великій стороні. Названий на честь винахідника професора Сендзимира. Підходить для холодної прокатки широких смуг.
Відповідно до вимог Держгіртехнагляду радіуси вигину сталевих труб, відводів, компенсаторів та інших гнутих елементів трубопроводів повинні бути не менше таких величин:
при гнуття з попередньої набиванням піском і з нагріванням - не менше 3,5 D H.
при гнуття на трубогибочні верстатах в холодному стані без набивання піском - не менше 4 D H,
Сталь заліза листового матеріалу
Стандарт продукту для високотемпературних труб з нержавіючої сталі. Безперервний процес виробництва плит з рідкої сталі.
Телескопування труб з нержавіючої сталі
Процес зварювання плавленням під захисним газом, Наприклад, при виробництві зварних труб з нержавіючої сталі.Ми можемо уникнути цього ефекту на основі нашого постачальника. У посудині невеликі частини переміщаються разом з невеликими шліфувальними каменями протягом декількох годин. Це розмелює хребет. Частини отримують невеликі враження і молочну поверхню.
при гнуття з полуріфленимі складками (з одного боку) без набивання піском з нагріванням газовими пальниками або в спеціальних печах - не менше 2,5 D H,
для крутовигнутих відводів, виготовлених методом гарячого протяжки або штампування, - не менше одного D H.
Допускається гнуття труб з радіусом вигину менше зазначених в перших трьох пунктах, якщо спосіб гнуття гарантує утонение стінки не більше ніж на 15% товщини, що вимагається за розрахунком.
Діапазон зварних труб, що не розплавляються зварювальним процесом, Але на мікроструктуру якого впливає процес зварювання. Існують наступні методи відпалу. Автономний отжиг зазвичай призводить до кращих результатів, Оскільки час відпалу довше. Для відпаловому відпалу відстань чистого відпалу становить від 800 до 000 мм, відстань охолодження становить від 500 до 000 мм.
Вихрострумовий тест для труб з нержавіючої сталі
Формування процесів при високих температурах. Сляб перетворюється в тонку групу основи. Електромагнітний метод перевірки зварного шва і, як наслідок, випробування на герметичність. Круглий вигин труб вимагає спеціальних заходів, щоб уникнути небажаного плоского пресування в точці вигину.
На трубозаготовітельних базах і заводах, а також монтажних майданчиках застосовуються такі основні способи гнуття труб: гнуття в холодному стані на трубогибочні верстатах і пристосуваннях, гнуття в гарячому стані на трубогибочні верстатах з нагріванням в печах або струмами високої частоти, гнуття зі складками, гнуття в гарячому стані з набиванням піском.
Заповнення трубки. У зварних трубах слід дотримуватися обережності, щоб зварювальний шов знаходився поруч з радіусом вигину, так як там протікає нейтральне волокно, і тому зварювальний шов не може бути зламаний. Малюнок 50 Вигнуті в круглих трубах. Мокрий пісок утворює пар при нагріванні, який виштовхує ущільнювальні пробки в гирлах труби - небезпека отримання травми!
Заповнені трубки можуть бути точно згорнуті вручну тільки за допомогою пристрою для гнуття труб і згинальних пристроїв. Малюнок 51 Вигнута трубка. Для гарячого вигину трубок точка вигину нагрівається до яскраво-червоного світіння. У тонкостінних трубах внутрішня сторона вигину нагрівається більше, ніж зовнішня сторона, так що дроблення на внутрішній стороні можна виконувати більш легко. У трубах більшого діаметру одна частина після іншої секції вигину нагрівається і складається послідовно.
довжину труби L,необхідну для отримання гнутого елемента, визначають за формулою:
L = 0,0175 R α + l,
де R- радіус вигину труби, мм;
α - кут вигину труби, град;
l- пряма ділянка довжиною 100-300 мм,необхідний для захоплення труби при гнуття (залежить від конструкції обладнання).
1. Назвіть допуски на овальність перетину труби.
Мінімальний радіус вигину повинен підтримуватися для вигину труби. Значення досвіду для сталевої труби. Для гарячої складчастості спочатку повинна бути розрахована довжина дуги. Це призводить до кута повороту на 90 ° по периметру кола з приблизно в 1, 5 рази перевищує радіус.
Сталева труба з радіусом вигину 75 мм повинна бути зігнута при 90 °. Повинна бути розрахована довжина дуги, що підлягає нагріванню. Довжина дуги, що підлягає нагріванню, ділиться на два вимірювальних поля, які знаходяться в певному співвідношенні один з одним. Щоб відрізати довжину дуги в трубці, необхідно починати з довжини вимірювання трубки. Це являє собою вимір від початку трубки до середини кінчика трубки, яка повинна бути згорнута.
2. Як обчислюється овальність у відсотках?
3. Які радіуси вигину допускаються вимогами Держгіртехнагляду при гнуття труб різними способами?
4. Як визначити довжину труби для отримання гнутого елемента?
Всі матеріали розділу «Обробка труб»:
Використовується як на російських, так і зарубіжних виробничих підприємствах. Актуальним є питання про вигнутих трубопроводах в галузі автомобілебудування, суднобудування, авіабудування, в космонавтиці і енергетичному машинобудуванні. Працівниками промислових підприємств постійно вивчається нове обладнання, продумується технологія гнуття труб.
Починаючи з довжини вимірювання в трубі без вигину, вимірювальне крило наноситься з одного боку, а з іншого боку - изгибающим крилом. Це задає довжину нагрівається дуги. Малюнок 52 Обмірювано при 90 ° - трубчаста арка. Сталеві труби є елементарним сировиною в обробній промисловості; використовуються для складання великої кількості продуктів, таких як мережі для проведення текучого середовища, енергетики та телекомунікацій, транспортування промислових матеріалів, виготовлення машин і додатків в міському середовищі, таких як конструкції даху, сходів, поручні і кузова, серед інших цілей.
Вигнуті трубопроводи і звивисті металеві конструкції затребувані і серед обивателів. У домашніх умовах господарі прокладають звивистий трубопровід навколо опалювальних приладів, гострих кутів. Металопластикові водопровідні конструкції монтують в важкодоступних місцях, де неможливо застосувати куточки, трійники та інші фітинги. Садівники і городники використовують гнутий метал для зведення теплиць.
Максимальний вміст в його хімічному складі і товщині листа, з яким проводиться труба, показано в таблиці. Максимальний вміст в його хімічному складі будівельної труби. Джерело: 1 Виробничий процес. Конструктивні профілі виготовляються з гарячекатаних сталевих смуг, які проходять через ряд роликів, що піддаються холодному формуванню, що дає геометрію кожного профілю. Для випадку трубчастих профілів закриття проводиться шляхом зварювання електричним опором. 2 Характеристики круглої труби.
Механічні властивості матеріалів, такі як модуль пружності, максимальна міцність на розтягнення і процентне подовження, серед іншого, є вирішальними при виборі між одним або іншим матеріалом. Значення механічних властивостей для круглих профілів з конструкційної сталі, які комерційно продаються в місті Медельїн, знаходяться в таблиці.
Розглянемо види і способи гнуття в стаціонарних і домашніх умовах.
Гнучка труб в стаціонарних умовах: креслення і пристосування
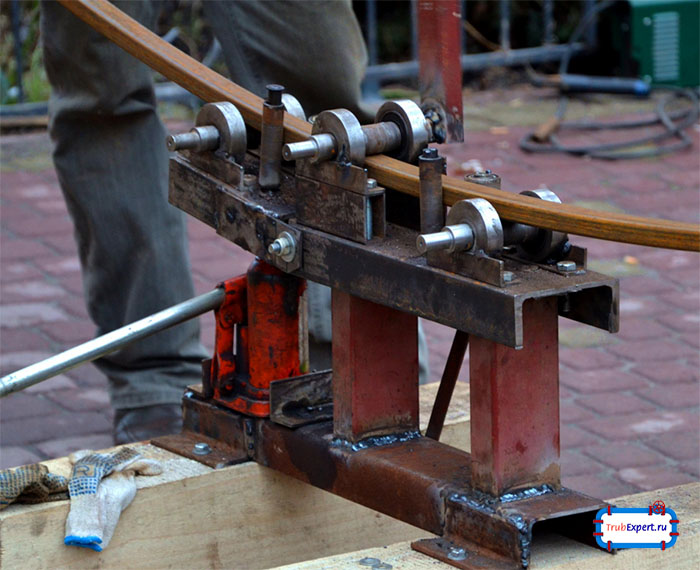
на промислових підприємствах і в приватних лавках, де працюють всього два-три людини, використовується трубогиб з дорном. Незважаючи на те, що промислові верстати та трубогиби в крамницях відрізняються розміром і функціональністю, принцип роботи у них схожий. Робота трубогиба полягає в наступному: трубу вставляють в жолоб верстата, кріплять підтисканням до прямої частини, другий підтиск придавлює її до Гибочноє ролику. При включенні верстата ролик захоплює вставлену деталь за собою, вона сповзає з дорна, утворюючи зігнутий шматок труби потрібного розміру. Широке поширення набув ложкоподібний Дорн для гнуття труб. Він призначений для згинання тонкостінних труб діаметром до 75 мм. В силу своєї дорожнечі дорновая гнучка труб доступна не кожному господареві, тому любителі використовують трубогиби, зібрані самостійно в гаражі або столярні.
Джерело: Діаметр і товщина також є особливо важливими при виборі трубки. Деякі із запропонованих на ринку трубопроводів і їх розміри показані в таблиці Чорні гарячекатані труби. Джерело. Ця віддача більше 11. Малюнок сталеливарного заводу або місцевих профілометри довжиною 6 і 12 метрів. Метал, до якого додавалося зусилля за межею пружності, здатний виявляти певну кількість пружного відновлення.
Ці профілі легко знайти в металоконструкціях. При виконанні складок в металах рекомендується виконувати холодну роботу. Зазвичай вони повертаються між 2º і 4º. Малюнок для невеликих радіостанцій. при кімнатній температурі, уникаючи нагрівання матеріалу. проте слід бути особливо обережними, щоб не перевищувати силу розриву матеріалу, тому що метал руйнується від цієї напруги. При деформації металу при холоді при збільшенні роботи потрібно більше сили, і твердість матеріалу збільшується. великі кути вигину і загартовані матеріали.
Гнучка труб своїми руками: пвх, профільні, гофровані, пнд, двостінні, нержавіючі, дкс
Відомо близько 10 способів гнуття металевих конструкцій, при яких не задіяні виробничі потужності. Народна мудрість і неабияка кмітливість виручає господарів, бажаючих провести модернізацію трубопроводу без використання з'єднань.
Трубки зігнуті методами, які прагнуть не роздавити або деформувати їх в секції вигину. Малюнок, але процес гнучкі є більш економічним і надійним. використовуваного процесу і гибочной машини. Кут і радіус вигину залежать від вимог того, що виробляється. Внутрішній і зовнішній діаметр трубки. Він відноситься до градусам між нейтральною віссю кожного з вільних кінців згину труби. номінальна товщина стінки і нейтральна вісь є характеристиками трубки, обраної в якості сировини.
Радіус вигину визначається як радіус кривизни нейтральної осі трубки. Різні діаметри труб показані в таблиці 4. Рекомендоване значення коефіцієнта кривизни знаходиться в діапазоні. За допомогою коефіцієнта кривизни можна визначити мінімальний радіус кривизни, який може бути заданий для трубки, щоб він не мав уплощенія. тому необхідно нагріти трубу або використовувати наповнювачі у вигляді оправок. 5 а, в яких складки вважаються простими. з їх відповідними товщинами і радіусами кривизни для коефіцієнта кривизни.
Щоб при перетворювалася в гармошку, розрахуйте мінімальний радіус вигину. Він залежить від міцності, товщини і діаметра загинається матеріалу. На цей параметр впливає також спосіб гнучкі (гарячий чи холодний).
Радіус загину корелює з діаметром труб. Зі збільшенням діаметра збільшується і мінімальний радіус вигину труб. Якщо при загині використовується гарячий спосіб, мінімальний радіус збільшується в два рази.
Трубка затискається на блоці або матриці, яка обертається і потягніть метал, отформовая його проти складки. Виробничий процес і матеріали для інженерів. Схема вигину при розтягуванні показана на фіг. Трубка натягується з обох кінців при вигині над формувальних блоком. кабель. Максимальний радіус кривизни з використанням цього методу становить 180 градусів. мінімізуючи будь сплощення.
Цей метод дозволяє зробити ряд складок, які майже не залишають між ними ніяких проміжків. Робоча трубка фіксується щелепою і змушена обгортають навколо певної фіксованої форми за допомогою ковзної щелепи. Р. які обертаються, коли перший рухається до центру, натискаючи трубку. Трубка підтримується окремої парою даних. Крива створюється шляхом натискання на форму штампа на трубі одним рухом. Максимальний радіус кривої становить 110 градусів. Цей процес дуже швидкий і чудовий для високих виробництв. 4.
Особливості згинання в залежності від металу
Відмінності в згинанні і кольорових металів:
- Товсті стінки сталевих газових і водопровідних труб гнути складно, тому такий параметр як мінімальний радіус вигину сталевої труби застосовувати не слід. В даному випадку використовують куточки, трійники та інші фітинги зі сталі або чавуну.
- практично не піддається згинанню в домашніх умовах без спеціальних пристосувань. При згині він плющиться, а не гнеться.
- Зате гнучка проводиться легко в домашній столярні. Цей метал, як і латунь з алюміній, легко піддається деформації. Мінімальний радіус вигину труби по ГОСТу у міді та латуні однаковий: при діаметрі 3 мм, радіус згину дорівнює 6мм, при 36мм - 76 мм.
Способи ручної гнучкі труб: пристрій трубогиба
Для того щоб змайструвати вигнутий трубопровід на дому, потрібно запастися деякими витратними матеріалами. При загинанні труби знадобиться пісок або кухонна сіль, будівельний фен і зварювальний апарат.
Складається в пресі або чистим вигином. Це рух обгортає трубку навколо формувача. Малюнок, що дозволяє кістки на кінцях підтримувати трубку з кожного боку. Малюнок в той час як дві кістки. Цей метод використовує три циліндричні кістки для формування кривої. Малюнок 5 Прогин.
Крива створюється, коли верхня центральна матриця кривої переміщається шляхом установки трубки. обертаються в один і той же час в одному напрямку, а потім в протилежному напрямку до необхідного моменту. зліва і справа. Трубка оточена робочими кільцями на зовнішній стороні голови. щоб змусити його зігнути. Схема цього процесу показана на малюнку 6 «Роликовая екструзія».
Ручна гнучка труб будь-якого діаметру і радіусу: верстат в допомогу
- Гнучка. Для цього знадобитися річковий пісок, яким наповнюється труба перед згином. Щоб вона зігнулася під потрібним кутом, не варто тиснути на одну конкретну точку, краще не поспішаючи робити прогин по ходу труби на 2см від точки згину. Другий народний спосіб згину металопластику має на увазі застосування кухонної солі. Для цього потрібно вирахувати дані про радіус і довжині згину, відміряти потрібну кількість солі. Потім сіль розігрівається на сковороді до клацання і засипається всередину труби. Через деякий час, коли металопластик прогріється, можна поступово починати згин.
- Гнучка профільної труби. Профіль виконаний з металу, тому зігнути його як металопластик не вийде, хоча цей при цьому способі теж використовується річковий пісок. Щоб надати згину потрібну конфігурацію, пісок потрібно ретельно ущільнити. Потім кінці профілю закупорюються заздалегідь приготованими заглушками. Труба з піском затискається в лещатах і за допомогою молотка формується загин. Попередньо нагрівається місце, де заплановано вигин, будівельним феном або паяльною лампою. Гнучка труб великого діаметру проводиться ще одним способом, для цього додатково використовується дискова пилка і зварювальний апарат. Після розрахунку радіусу профіль надпилюють болгарської пилкою поперек з трьох сторін, а потім поступово загинають.
- Гнучка нержавіючих труб проводиться за допомогою ручного трубогиба. У ремонтників популярністю користується трубогиб для нержавійки, виконаний у формі арбалета. Принцип дії трубогиба полягає в тому, що він натискає на потрібну точку, вигинаючи трубу. Щоб загнути трубу з нержавійки, при цьому не деформувати її і не надломити, потрібно скористатися прожареним піском (пісок використовується в більшості способів ручного згину). Один кінець вироби закривається, а через другий насипається пісок, а потім вставляється пробка. Потім виконується загин нержавійки. Замість піску як підсилювач підійде металева пружина. Пружина для гнучкі мідних труб повинна вільно проходити всередину до точки згину. Після досягнення потрібної форми вигину, пружина витягується назовні за зволікання, кінець якої був залишений спеціально для цієї мети. У домашній майстерні згинаються конструкції, діаметр яких становить до 40 мм, з товщиною стінки в 3 мм. В інших випадках загин проводиться тільки на спеціальному обладнанні.
- Гнучка мідних елементів здійснюватися кількома способами. Найпопулярніші методи гнучкі грунтуються на використанні обмежувачів деформації у вигляді піску, свинцю або парафіну. У закупорену з одного боку трубу насипається наповнювач, а другий отвір закупорюється. Потім проводиться гнучка. Причому гнучкі трубки з невеликим діаметром можна зігнути навіть руками, без застосування пристроїв. У зимовий час в якості наповнювача може виступати застигла вода. Для цього мідну деталь, наповнену водою, залишають на морозі до повного замерзання води. Замерзла тонка трубка легко гнеться в усіх напрямках. Мідна товста труба, що має діаметр понад 28 мм, згинається тільки при попередньому нагріванні до високих температур.
- При згинанні алюмінієві труб застосовують ті ж способи, що і для мідних виробів. Щоб уникнути деформації м'якого алюмінію, використовують пружину, пісок і воду. Алюмінієві товстостінні труби гнуть з використанням ручного трубогиба і газового пальника.
Рада! Щоб зрозуміти, чи готовий нагрітий метал до згинання, потрібно піднести листок паперу до нагрітого місця. Якщо листок почне тліти чи горіти, можна приступати до згинанні. При роботі з металопластику будьте обережні: не можна тиснути, різко натискати на нього під час згину. Після завершення загину, заваріть і обробіть Надпіли, щоб вони не впадали в очі. Зігнути трубу з нержавійки буде легше, якщо попередньо її нагріти паяльною лампою. Не варто гнути товсту мідь вручну, краще використовувати трубогиб або верстат.
Він має максимальну здатність згинати 1-дюймові трубки. труба. Він призначений для згинання круглої або квадратної трубки. Малюнок малюнка в низьковуглецевої сталі і суцільному стержні. Цей вигин має унікальний механізм штампування, який дозволяє легко згинатися, коли тягнути важіль і з кожним рухом забезпечує 10 градусів кривизни. Зміна даних відбувається швидко.
Бендер поставляється з кубиками, доступними для складок 120º і 240º. Він має алюмінієві і бронзові втулки в поворотних точках. Його круглі можливості гнуття труб до 2-½ дюйма. 23. Квадратна трубка до 2 дюймів і трубка до 2 дюймів. Він був побудований для промислових робіт і економічний. Він має довічну гарантію від злому. і його обробка поверхні чорна.
Гнучка труб допоможе заощадити вам сімейний бюджет.
Практично з усіх видів металу можна зробити витіюватий трубопровід в домашніх умовах. Але іноді не виходить зробити загин за допомогою підручних засобів. Тому люди, зацікавлені в дешевому способі згину, використовують різні додаткові пристосування.
Вам знадобиться зварювальний апарат та кілька металевих профілів
Найпростіший спосіб гнучкі - використання шаблону. Заздалегідь готується напівкруглий шаблон з дерев'яної дошки, діаметр шаблона повинен трохи перевищувати діаметр згинається вироби. Шаблон закріплюється на поверхні столу або верстата. З одного боку шаблону потрібно закріпити упор, від якого буде відштовхуватися загинати матеріал. На такому саморобному трубогиб можна гнути гнучкі сталеві труби.
Гнучка своїми руками можлива за допомогою ще одного виду трубогиба. Виготовляється він дуже просто. На міцний шаблон потрібно закріпити півколом металеві крюки через кожні 5 см. З одного боку кріпитися опорна деталь, від якої буде відштовхуватися згинати деталь, як і в попередньому способі. Трубогиб, зібраний з гачків, є універсальним згинаючим інструментом. Залежно від діаметра згинається вироби, гачки переставляються на потрібну відстань. Застосовується цей трубогиб для тонкостінної труби.
Поширена серед будівельників нехитре пристосування, яке потребує мінімум витрат. Потрібно взяти бетонну плиту. Просвердлити в ній дірки по радіусу майбутнього загину. Краще виготовити бетонну основу самостійно. У підготовлені отвори вставляються жорсткі металеві прути. Щоб вони не вискочили під час операції, краще їх забетонувати. Профіль кріпитися з одного кінця і плавно гнеться по радіусу, позначеному штирями. Після загибания з одного боку, виріб залишається на 30-40 хвилин на відпочинок. Потім загинається другий кінець профілю.
Ще один ручний трубогиб робиться з двох металевих пластин, роликів та шаблону. Одна пластина кріпиться до основи шаблону, друга приварюється зверху. У верхній пластині просвердлюють отвір для гвинта, яким буде притискатися метал в точці згину. Також на верхню пластину кріпляться рухливі ролики і металеві куточки, спрямовані всередину конструкції. Це пристосування дозволяє гнути навіть квадратний профіль. щоб з'явився потрібний результат, Профіль пропускається через верстат 2-3 рази.
Отже, змайструвати вигнутий трубопровід своїми руками в домашніх умовах цілком можливо. Кожен будівельник сам вибирає, яким способом це зробити і які інструменти застосувати. Гнучка труб - це процес, який вимагає певних навичок.
")


")

